MECHANICAL TECHNOLOGY GRADE 12 MEMORANDUM - AMENDED SENIOR CERTIFICATE EXAMS PAST PAPERS AND MEMOS MAY/JUNE 2018
Share via Whatsapp Join our WhatsApp Group Join our Telegram GroupMECHANICAL TECHNOLOGY
GRADE 12
AMENDED SENIOR CERTIFICATE EXAMS
PAST PAPERS AND MEMOS
MAY/JUNE 2018
MEMORANDUM
QUESTION 1: MULTIPLE-CHOICE
1.1 A ✔ (1)
1.2 D ✔ (1)
1.3 B ✔ (1)
1.4 A ✔ (1)
1.5 A ✔ (1)
1.6 B ✔ (1)
1.7 D ✔ (1)
1.8 A ✔ (1)
1.9 B ✔ (1)
1.10 D ✔ (1)
1.11 D ✔ (1)
1.12 B ✔ (1)
1.13 C ✔ (1)
1.14 A ✔ (1)
1.15 A ✔ (1)
1.16 C ✔ (1)
1.17 D ✔ (1)
1.18 D ✔ (1)
1.19 C ✔ (1)
1.20 A ✔ (1) [20]
QUESTION 2: SAFETY
2.1 Angle grinder safety attire:
- Wear eye protection ✔
- Wear ear plugs or muffs ✔
- Wear safety boots ✔
- Wear overalls/leather apron ✔
- Wear safety gloves ✔
(Any 2 x 1) (2)
2.2 Hydraulic press safety:
- The prescribed pressure must not be exceeded ✔
- Ensure the pressure gauge is in a working order ✔
- The platform on which the work piece rests must be rigid and square with the cylinder of the press ✔
- Only prescribed equipment must be used ✔
- Check that the securing pins for the platform are properly in place ✔
- Check on hydraulic pipes for leaks and/or oil on the floor ✔
- Bearing need to be placed in a suitable jig ✔
- The apparatus should be checked regularly if all bolts and nuts are tightened ✔
- The level of the hydraulic fluid in the reservoir should be checked regularly. If fluid has to be added frequently, it is an indication that there may be an internal leak. ✔
- Regularly inspect the apparatus for rigidity and tighten all nuts and bolts. ✔
- Pins and/or other equipment that keep the platform at a desired height on the frame must be inspected regularly for damage. ✔
- When the apparatus is equipped with cables to alter the working height of the platform, the cable and pulleys must be inspected for damage and lubricated with grease.
✔ (Any 3 x 1) (3)
2.3 Arc welding helmet/-shield:
- To protect your skin and eyes against the dangerous ultra-violet Rays and sparks ✔
- To protect your face when chipping the slag ✔ (1)
2.4 Milling Machine:
- Always clamp work pieces and clamping devices properly. ✔
- Know where the ON/OFF switch is located. ✔
- Make sure that all guards are in place. ✔
- Wear all necessary safety equipment. ✔
- Do not use machine without permission. ✔
- Make sure that the machine is in working order. ✔
- Make sure the area around the machine is free of oil or scrap metal. ✔
- Do not wear loose clothing ✔
- Keep any cleaning material such as waste and rags away from rotating parts ✔
- Make sure that all guards are in place. ✔
- Spanners or keys must never be left on rotary parts. ✔
- Select the correct tool for the job. ✔
- Do not lean on a machine at any time. ✔
- Give attention to cutting-fluid control before switching the machine on. ✔
(Any 2 x 1) (2)
2.5 Safety aspect:
- Switch the machine off. ✔ (1)
2.6 Spring compressor safety :
- Make sure that the jaws/clamp of the spring compressor will not slip.✔
- Make sure that the compressor bolts are strong enough. ✔
- Do not over load the compressor. ✔
- Be careful when compressing or releasing the coil spring. ✔
- Do not use a hammer to remove the coil spring from the compressor. ✔
- Do not use wire to tie spring✔
(Any 1 x 1) (1) [10]
QUESTION 3: TOOLS AND EQUIPMENT
3.1 Testers
3.1.1
- The purpose of the fuel pressure tester is to test the fuel operating pressure in the system ✔ and fuel pressure in the fuel line that runs to the direct injection system. ✔ (2)
3.1.2 The purpose of the torsion tester is to investigate the relationship between torque ✔ applied to material and the influence of material length on torsional deflection. ✔ (2)
3.1.3 A cylinder leakage tester is used to check whether gases/compressed air leak ✔ from the cylinder in the engine during compression stroke. ✔ (2)
3.2 Reasons to perform a cylinder leakage test:
- To determine the percentage of leaking ✔
- To identify the location of the leak ✔ (2)
3.3 MIGS/MAGS – Welding
3.3.1 Advantages of MIGS/MAGS welding :
- Less cleaning of weld required ✔
- Thinner material can be welded ✔
- Less skill needed ✔
- Continuous welding is possible ✔
- Less defects occur ✔
- Can weld in any position ✔
- Causes less deformation ✔
- Gives a better finish ✔
- Faster than arc welding ✔
(Any 2 x 1) (2)
3.3.2 MIGS/MAGS gases:
- Argon ✔
- Helium ✔
- Teral ✔
- CO2 (Carbon di-oxide) ✔
(Any 2 x 1) (2) [12]
QUESTION 4: MATERIALS
4.1 Higher critical temperature:
- This is the highest temperature to which steel can be heated to obtain maximum hardness. ✔✔ (2)
4.2 Iron-carbon Structures
4.2.1
- Soft ✔
- Coarse grain structure ✔
- Non-magnetic ✔
(Any 2 x 1)(2)
4.2.2
- A- Ferrite + Pearlite ✔
- B. Ferrite ✔
- C. Ferrite + Austenite ✔
- D. Austenite ✔
- E. Austenite + Cementite ✔
- F. Pearlite + Cementite ✔
- G. 100% Pearlite ✔ (7)
4.2.3 900 °C ✔✔ OR 900-920 °C ✔✔ (2) [13]
QUESTION 5: TERMONOLOGY
5.1 Parallel key
5.1.1
- Width = D
4
= 84
4
= 21 mm ✔ ✔ (2)
5.1.2
- Thickness = D
6
= 84
6
= 14 mm ✔ ✔ (2)
5.1.3
- Length = D × 1.5
= 84 × 1.5
= 126 mm ✔ (2)
5.2 Indexing:
- Indexing = 40
n
= 40 ÷ 2
106 2
= 20 ✔
53
No full turns and 20 holes onthe 53 -hole circle (3)
5.3 Depth of the screw thread:
- Height = 0.866P
= 0.866 × 2 ✔
= 1.73 mm ✔ (2)
5.4 Spur gear
5.4.1 Addendum
- = m
= 3 mm ✔ (1)
5.4.2 Dedendum
- = 1,157 m or 1,25 m
= 1,157 x 3 ✔ 1,25 x 3 ✔
= 3,47 mm ✔ 3,75 mm ✔ (2)
5.4.3 Clearance
- = 0,157 m or 0,25m
= 0,157 x 3 ✔ 0,25 x 3 ✔
= 0,47 mm ✔ 0,75 mm ✔ (2)
5.4.4
- Module = PCD
T
PCD = m × T
= 3 × 48
= 144 mm ✔ (2)
5.4.5
- OD = PCD + 2m
= 144 + 2(3)
= 144 + 6 ✔
= 150 mm ✔ (2)
5.4.6 Cutting depth
- = 2,157 m or 2,25 m
= 2,157 x 3 ✔ 2,25 x 3 ✔
= 6,47 mm ✔ 6,75 mm ✔ (2)
5.4.7 Circular pitch
- = m x π
= 3 x π ✔
= 9,43 mm ✔ or 9,42 mm ✔ (2)
5.5 Type of key shown in FIGURE 5.5
- Parallel key ✔✔ OR Pratt and Whitney key✔✔ OR Feather key✔✔
(Any 1 x 2) (2)
5.6 Type of milling process shown in FIGURE 5.6
- Straddle milling ✔✔ (2)
5.7 Type of engineering equipment shown in FIGURE 5.7
- Milling machine ✔✔ (universal or vertical or horizontal milling machine) (2) [30]
QUESTION 6: JOINING METHODS
6.1 Causes of welding defects
6.1.1 Porosity:
- Atmospheric contamination ✔
- Surface contamination ✔
- Dirty or wet electrodes with arc welding ✔
- Rusted wire with MIGS/MAGS ✔
- Lack of shielding gas ✔
(Any 1 x 1) (1)
6.1.2 Undercutting:
- Improper settings of equipment ✔
- Welding speed to fast ✔
- Current too high ✔
(Any 1 x 1) (1)
6.1.3 Slag inclusion:
- Current to low ✔
- Included angle too narrow ✔
- Rapid chilling ✔
- High viscosity of molten metal ✔
- The previous weld slag has not been removed ✔
- Defective consumables/wet welding rods ✔
- Inadequate shielding gas flow ✔
- Welder’s negligence ✔
- Joint contamination ✔
(Any 1 x 1) (1)
6.2 Destructive tests:
- Nick break test ✔
- Bend test ✔
- Machinability test ✔
- Tensile test ✔
(Any 3 x 1) (3)
6.3 Dye penetration test:
- Clean the weld that needs to be tested. ✔
- Spray dye onto the surface and leave to penetrate. ✔
- Excess dye is cleaned away with a cleaning agent.✔
- Allow surface to dry. ✔
- Spray a developer onto the surface to bring out the dye trapped in the crack. ✔
- The dye will show all the surface defects. ✔ (6)
6.4 Inert gas:
- Stabilizes the arc. ✔
- Prevent atmospheric contamination. ✔
- Minimises weld spatter. ✔
- Prevent porosity. ✔
- Ensure proper fusion. ✔
- Shield weld pool from atmosphere ✔
(Any 3 x 1) (3)
6.5 MIGS/MAGS welding:
- Amount of penetration and fusion ✔
- Rate of weld wire feed ✔
- Rate of weld wire burning ✔
- The way the weld metal flows ✔
- The sound of the welding process ✔
(Any 3 x 1) (3)
6.6 MIGS/MAGS welding process:
- Parent metal ✔/Work piece ✔
- Weld pool ✔
- Electrode wire ✔
- Gas shroud ✔
- Contact tube ✔
- Shielding gas ✔
- Earth cable ✔/terminal/ground wire/skelm ✔ (7) [25]
QUESTION 7: FORCES
7.1 Resultant: 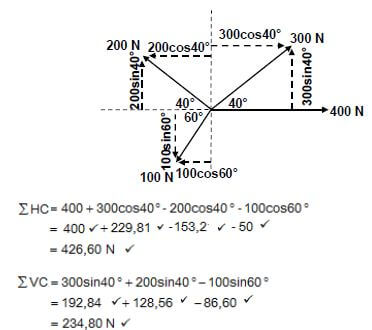
OR
Horizontal components | Magnitudes | Vertical components | Magnitudes |
300NCos40° | 229,81 N ✔ | 300NSin40° | 192,84 N ✔ |
-200NCos40° | -153,21 N✔ | 200NSin40° | 128,56 N✔ |
400 N | 400 N ✔ | 0 N | 0 N |
-100NCos60° | -50 N ✔ | -100Sin60° | -86,60 N ✔ |
TOTAL | 426,6 N ✔ | TOTAL | 234,80 N ✔ |
NB: 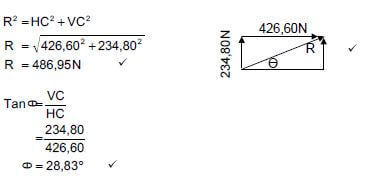
Resultant = 486,95 N 28,83° North from East ✔ (13)
7.2 Stress and Strain
7.2.1 Stress:
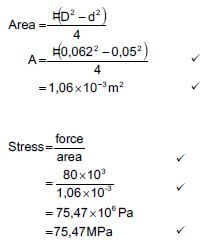 (5)
(5)
7.2.2 Strain:
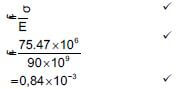 (3)
(3)
7.2.3 Change in length:
 (3)
(3)
7.3 Moments 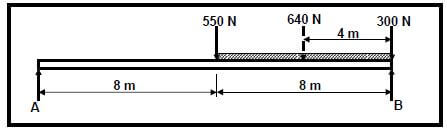
Calculate A. Moments about B:
- ∑RHM =∑ LHM
(A × 16) = (550 × 8) + (640 × 4) + (300 × 0)
16A = 6960
16 16
A = 435 N
Calculate B. Moments about A:
- ∑LHM =∑ RHM
(B × 16) = (300 × 16) + (640 × 12) + (550 × 8)
16B = 16880
16 16
B = 1055 N ✔ (6) [30]
QUESTION 8: MAINTENANCE
8.1 Viscosity:
- Due to higher pressure ✔between surfaces, it must ensure that the gears are well coated with oil and do not lose the lubrication barrier between them. ✔ (2)
8.2 Reason using SAE 20W50:
- This is to ensure that the oil is able to satisfy the operational requirements over a range of temperatures from start-up to running temperature. ✔✔ (2)
8.3 Pour point:
- Pour point is the lowest temperature at which a liquid remains pourable. ✔ (1)
8.4 Properties of grease:
- It must be water resistant/it must not mix with water. ✔
- Low freezing point. ✔
- Prevents rust/corrosion. ✔
- Good for load pressures. ✔
- High melting point. ✔
(Any 2 x 1) (2)
8.5 Maintain cutting fluid:
- Avoid contamination of the cutting fluid by draining and regularly replacing it. ✔
- Remove metal cutting from the machine's splash tray. ✔
- Ensure that the sump is topped up from time to time. ✔
- Check that there is sufficient flow of cutting fluid to the cutting tool. ✔
(Any 3 x 1) (3)
8.6 Viscosity of engine oil:
- The oil will not stay between the surfaces in contact, it will just flow through. ✔
- The oil will not have enough time to carry away the heat generated by the friction of the moving parts. ✔
- Increase of wear and tear will occur ✔ (2)
8.7 Reason for skimming flywheel:
- To obtain efficient contact between the flywheel and clutch✔
- To remove grooves caused by wear✔
- To remove hot spots on flywheel. ✔ (3) [15]
QUESTION 9: SYSTEM AND CONTROLS
9.1 Gear drives
9.1.1 Rotation frequency of the output shaft:
- ND = TA × TC
NA TB × TD
ND = TA ×TC × NA
TB × TD
NA = 40 × 30 × 1440
60 × 80
=360 r/min (3)
9.1.2 Velocity Ratio: N VR
- VR = NINPUT
NOUTPUT
= 1440
360
= 4:1 (2)
9.2 Belt Drives
9.2.1 Rotation frequency of the driver pulley:  (3)
(3)
9.2.2 Power transmitted:
- T1 = 2,5
T2
T1 = 2,5 × T2
= 2,5 × 140
= 350 N
P = (T1 - T2)V
P = (350 - 140)40
= 8400 Watt
= 8, 4 kW (5)
9.3 Hydraulics
9.3.1 Fluid pressure: 
PA × F
AA
= 250 PA
1,13 × 10-3
= 221,24 × 10-3 Pa
= 221,24 kPa (4)
9.3.2 Distance moved by piston B in 10 strokes: 
Movement = 14,27mm × 10 strokes
= 142,7 mm (4)
9.4 Advantage of ABS:
- ABS system prevents wheels from locking and skidding ✔ when braking during extreme conditions. ✔ (2)
9.5 Air Bags:
- It is seen as a passive safety feature because the driver and passengers in the vehicle do not need to activate the air bags ✔ or do anything to be protected by air bags. ✔ (2) [25]
QUESTION 10: TURBINES
10.1 Reaction Turbine:
- Francis ✔
- Kaplan ✔
- Tyson ✔
- Gorlov ✔
(Any 2 x 1) (2)
10.2 Impulse Turbine:
- Impulse turbine changes the velocity of a water jet. ✔
- The jet pushes on the turbine's curved blades which changes the direction of the flow. ✔
- The resulting change in momentum (impulse) causes a force on the turbine blades. ✔
- Since the turbine is spinning the force acts through a distance and the diverted water flow is left with diminished energy. ✔
- Prior to hitting the turbine blades the water's pressure is converted to kinetic energy by a nozzle and focused on the turbine. ✔
- No pressure change occurs at the turbine blades. ✔ (6)
10.3 Control of speed of steam turbine:
- To prevent ✔ the turbine rotor to reach an uncontrollable speed. ✔ (2)
10.4 Advantages of gas turbine:
- Smooth running due to absence of reciprocating parts. ✔
- Few moving parts causes less friction and wear. ✔
- Easy starting. ✔
- Can use wide range of fuels. ✔
- No water cooling system required. ✔
- Non-poisonous gasses emitted. ✔
- Require little routine maintenance. ✔
- Higher power-to-weight ratio, compared to reciprocating engines. ✔
- Moves in one direction only, with far less vibration than a reciprocating engine. ✔
- Low operating pressures. ✔
- High operation speeds. ✔
- Low lubricating oil cost and consumption. ✔
(Any 3 x 1) (3)
10.5 Waste gate:
- A waste gate diverts exhaust gases away from the turbine wheel. ✔
- It regulates the turbine speed to obtain maximum boost pressure. ✔ (2)
10.6 High altitude:
- Performance will decrease ✔ because of less oxygen at higher altitude levels. ✔
- Decreases volumetric efficiency ✔✔ (2)
10.7 Advantage turbocharger:
- Uses the exhaust gases and not power from the engine, to operate. ✔ (1)
10.8 Blower:
- Roots blower ✔✔ (2) [20]
TOTAL [200]