MECHANICAL TECHNOLOGY PAPER 2 GRADE 12 (WELDING) MEMORANDUM - 2018 SEPTEMBER PREPARATORY EXAM PAPERS AND MEMOS
Share via Whatsapp Join our WhatsApp Group Join our Telegram GroupMECHANICAL TECHNOLOGY: WELDING
GRADE 12
NATIONAL SENIOR CERTIFICATE
MEMORANDUM
SEPTEMBER 2018
QUESTION 1: MULTIPLE-CHOICE QUESTIONS (GENERIC)
1.1 D ✓ (1)
1.2 C ✓ (1)
1.3 D ✓ (1)
1.4 D ✓ (1)
1.5 D ✓ (1)
1.6 B ✓ (1)
[6]
QUESTION 2: SAFETY (GENERIC)
2.1 Unsafe conditions:
- Working at unsafe speeds. ✓
- Grinding without goggles. ✓
- Fooling and playing around workshop. ✓
- Spilling liquids on floor. ✓
- Lubricating/cleaning moving parts. ✓
- Wearing loose clothing near moving parts. ✓
- Grinding on the side of the grinding wheel. ✓(Any 4 x 1) (4)
2.2 Assessing a first aid situation:
- Environmental observation. ✓
- Visible signs and symptoms. ✓
- Indicators to diagnosis. ✓
- Vital functions. ✓
- Stopping any serious bleeding. ✓
- Immediate treatment of cardiac arrest. ✓(Any 2 x 1) (2)
2.3
2.3.1 Advantages of product layout:
- Handling of material is limited to a minimum. ✓
- Time period of manufacturing cycle is less. ✓
- Production control is almost automatic. ✓
- Greater use of unskilled labour is possible. ✓
- Less total inspection is required. ✓
- Less total floor space is needed per unit of production. ✓(Any 2 x 1) (2)
2.3.2 Advantages of the process layout of machines
- High machine utilisation because more than one product is manufactured. ✓
- Better supervision as a result of subdivision of processes.✓
- Less interruption in flow of work when machines become defective. ✓
- Lower equipment cost, since one machine can produce more than one product. ✓
- Better control of total manufacturing cost. ✓
- Greater flexibility in the production process.✓(Any 2 x 1) (2)
[10]
QUESTION 3: MATERIALS (GENERIC)
3.1 Purpose of case-hardening.
The objective is to produce a hard case over a tough core. ✓✓ (2)
3.2 Factors of hardness.
- Work piece size ✓
- Quenching rate ✓
- Carbon content ✓ (3)
3.3 Four kinds of quenching mediums.
- Water and salt (brine) ✓
- Tap water ✓
- Liquid salts ✓
- Molten lead ✓
- Soluble oil and water ✓
- Oil ✓ (Any 4 x 1) (4)
3.4 Reason for hardened steel to be tempered:
To reduce brittleness ✓ and to give the workpiece a more fine-grained structure ✓ (2)
3.5 Test on materials:
| Type of Test | Mild Steel | High Speed Steel | Cast Iron |
| Sound Test | Medium metallic sound ✓ | Low ring sound ✓ | Dull sound ✓ |
(3)
[14]
QUESTION 4: MULTIPLE-CHOICE QUESTIONS (SPECIFIC)
4.1 D ✓ (1)
4.2 C ✓ (1)
4.3 B ✓ (1)
4.4 D ✓ (1)
4.5 A ✓ (1)
4.6 C ✓ (1)
4.7 B ✓ (1)
4.8 B ✓ (1)
4.9 A ✓ (1)
4.10 B ✓ (1)
4.11 D ✓ (1)
4.12 D ✓ (1)
4.13 B ✓ (1)
4.14 D ✓ (1)
[14]
QUESTION 5: TERMINOLOGY (TEMPLATES, ROLLING AND BENDING) (SPECIFIC)
5.1 Advantages of lattice girders:
Lattice girders tend to be very rigid ✓ and give good strength to weight ratios over long spans. ✓ (2)
5.2 Calculation on basketball hoop:
Mean Ø = Outside Ø – Bar thickness
Mean Ø = Inside Ø + Plate thickness
Mean Ø = 380 + 16 mm
= 396 mm
Mean circumference = ? × ???? ?✓
= ? × 396✓
= 1 244,23 ✓
= 1 244 mm ✓ (4)
5.3 Weld symbol: 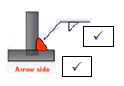
(2)
5.4 Template loft:
It is a very important section of a structural workshop, ✓ usually away from the main workshop where quietness and better light facilities are available. ✓ (2)
5.5 Purpose of purlins:
To support the roof coverings ✓✓ (2)
5.6 Sketches of different templates:
5.6.1 Flange template 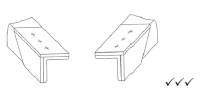
(3)
5.6.2 Strip template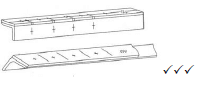
(3)
5.6.3 Web template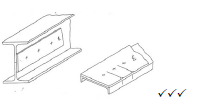
(3)
5.7 Basic principles of marking-off:
- Measure accurately ✓
- Show all detail ✓
- Scribe lines must be clearly visible
- Use a prick punch to make lines clearer and permanent (Any 2 x 1) (2)
[23]
QUESTION 6: TOOLS AND EQUIPMENT (SPECIFIC)
6.1
6.1.1 Bench grinder ✓
Function:
It is used to drive abrasive wheels, which hand grind cutting tools and perform other rough grinding. ✓ (2)
6.1.2 Power-driven guillotine ✓
Function:
To cut plates. ✓ (2)
6.1.3 Power saw ✓
Function:
It is used to roughly cut large sections of metal before they are further machined or used in manufacturing. ✓ (2)
6.1.4 Pedestal drill press ✓
Function:
Used to drill a wide variety of materials including ferrous and non-ferrous metals and composite plastics. ✓ (2)
6.1.5 Hydraulic press ✓
Function:
To install or remove components, such as bearings or bushes, in mechanical devices ✓ (2)
6.1.6 Oxy- acetylene equipment: ✓
Function:
To enable gas welding or cutting, by means of the oxy-acetylene flame ✓ (2)
6.2 Drill bit sizes
6.2.1 8 mm → 6, 8 mm to be drilled ✓(1)
6.2.2 10 mm → 8, 5 mm to be drilled ✓ (1)
6.3 Power saw
The blade is tensioned in the frame and cuts in a forward and backwards (reciprocating) motion similar to that of a hacksaw. ✓ (1)
6.4 Type of roller
Pyramid bending rolls ✓ (1)
6.5 Cutting limitations of plasma cutters:
Hand held torches can cut up to 38 mm thick ✓
Computer controlled torches can cut up to 150 mm thick plates ✓ (2)
[18]
QUESTION 7: FORCES (SPECIFIC)
7.1
7.1.1 RR: RL X 8 = (10 x 2) + ( (6 x 5) ✓
= 20 + 30
= 50 ✓
RL = 6,25 N✓
RL: RR X 8 = (6 x 3) + (10 x 6) ✓
= 18 + 60
= 78 ✓
RR = 9,75 N ✓ (6)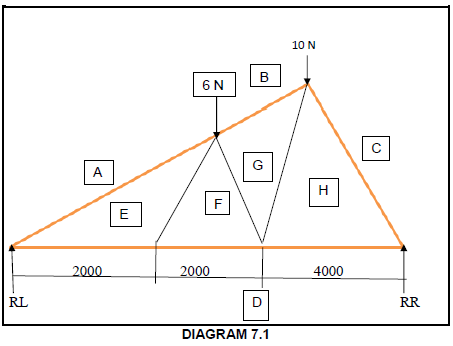
7.1.2 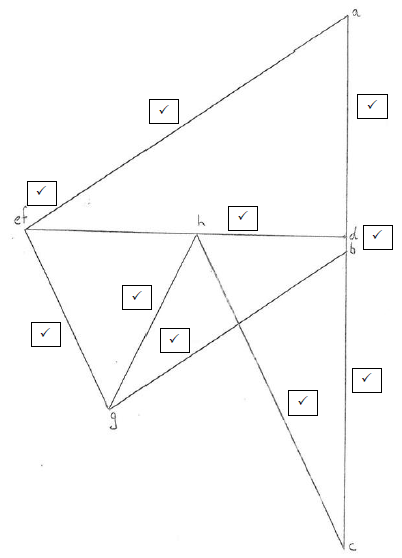
(10)
7.2 Definitions:
Strain: Is the ratio between the change in length and the original length and is expressed as a constant. ✓✓ (2)
Stress: It is an external force applied to an object. Force per unit area. ✓✓ (2)
7.3 Stress = ????
???? ✓
= 60 ? 103
45 ? 45
106 ✓✓
= 60 ? 103 ? 106
45 ? 45 ✓
= 60 ? 109
2025 ✓
= 29 629 629,63 Pa ✓
OR
= 29,63 MPa
E = ??????
?????? ✓
= 29 629 629,63
150 ? 109 ✓
Strain = 1,975308 x 10−3 ✓
STRAIN = ?????? ?? ??????
???????? ?????? ✓
= 1,975308 x 10−4 x 2 m ✓
Change in Length = 3,95 X 10−4✓
= 0,395 mm ✓ (13)
[33]
QUESTION 8: JOINING METHODS (SPECIFIC)
8.1 Non-destructive tests:
- Liquid dye penetrant test ✓
- X-Ray test ✓
- Ultrasonic test ✓(3)
8.2 Nick-break test:
- Make a hacksaw cut through the centre of the weld. ✓
- Cut should be about 6,5 mm deep. ✓
- Place the saw-nicked specimen on two steel supports. ✓
- Use a sledgehammer to break the specimen by striking it in the zone where you made the saw cuts. ✓
- The weld metal exposed in the break should be completely fused and should be free from slag inclusions and contain no gas pockets greater than 1,6 mm.✓
- There should be not more than one pore or gas pocket per square centimetre. (5)
8.3 Factors of a good arc:
- The surface condition✓
- The travel speed ✓
- The welding current ✓
- The arc voltage ✓
- The angle of the torch/electrode/shroud (Any 4 x 1) (4)
8.4 Welding defects:
- Incomplete penetration ✓
- Lack of fusion ✓
- Porosity ✓
- Undercutting ✓
- Distortion
- Cracks
- Spatter
- Slag inclusion (Any 4 x 1) (4)
8.5 Methods to reduce stress:
Peening ✓
Controlled heating, followed by controlled cooling ✓ (2)
8.6 Welding spatter:
It is the little droplets of molten material that are generated at or near the welding arc. ✓✓
It is generally regarded as a nuisance and is a critical factor to consider when developing an application. (2)
8.7 Cause of spatter:
A disturbance in the molten weld pool during the transfer of wire into the weld, ✓caused by voltage being too low or amperage being too high. ✓ (2)
8.8 Oxy-acetylene mild steel flame:
Neutral flame ✓ (1)
[23]
QUESTION 9: JOINING METHODS (STRESSES AND DISTORTION) (SPECIFIC)
9.1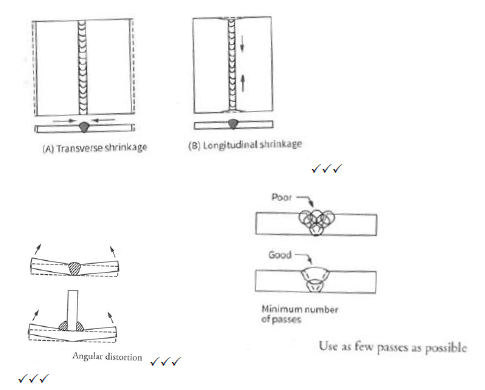
(9)
9.2 Types of cracks:
HAZ(Heat affected zone)cracks ✓
Centre line cracks✓
Crater cracks ✓
Transverse cracks ✓ (4)
9.3 Criteria for free bend test:
It measures the ductility of the weld deposit and the heat affected area adjacent to the weld. ✓
It is used to determine the percentage of elongation of the weld metal. ✓ (2)
9.4 Advantages of liquid dye over X-ray or ultra-sonic test:
- Good for ferrous and non-ferrous metals ✓
- Low cost ✓
- Easy to apply and interpret ✓
- Minimal training required (Any 3 x 1) (3)
QUESTION 10: MAINTENANCE (SPECIFIC)
10.1 Results of a lack of lubrication:
Overloading ✓
Friction ✓ (2)
10.2 Definition of friction:
Rubbing of one part✓ against another ✓(2)
10.3 Overloading:
Excessive loads on machine parts ✓
Running a machine or device at a rate higher than at which it was designed to operate ✓ (2)
10.4 Consequences of overloading –guillotine:
Cutting plate of excessive thickness or hardness will damage both the blade ✓and hydraulic system, resulting in costly damage ✓ (2)
[8]
QUESTION 11: TERMINOLOGY (DEVELOPMENT) (SPECIFIC)
11.1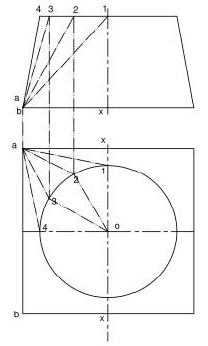
11.1.1 A – B : (1 – 2) = ? ? 30
12 ✓
= 94,26
12
= 7,85 ✓ (3)
11.1.2 (A – 1) : X – 1 = √(??−?)2+ℎ2 ✓
= √(45−15)2+502 ✓
= 73,65 ✓ (3)
11.1.3 (1 – a) = √(37,52+322+ 502 ✓✓
= 70,2 ✓✓ (4)
11.1.4 2 – a = √(45−15 ???30º + (45 – 15 Sin 30º + 502 ✓
= √(322 + 37,52 + 502) ✓
= √4930,25 ✓
= 70,2✓ (4)
11.1.5 a - 3 = √(45−15 ???30º + (45 – 15 Sin 30º + 502) ✓
= √(322 + 37,52 + 502) ✓
= √4930,25 ✓
= 70,2 ✓ (4)
(15)
[33]
TOTAL: 200